在電子制造領域,散熱片與PCB的導熱膠涂覆工藝是保障設備穩定運行的核心環節之一。隨著SMT貼片密度提升和PCBA電路板加工復雜化,導熱膠的均勻性與可靠性直接影響產品壽命、性能及散熱效率。本文將從工藝優化角度探討如何通過多維度控制實現高質量的導熱膠涂覆。
一、導熱膠涂覆工藝的核心挑戰
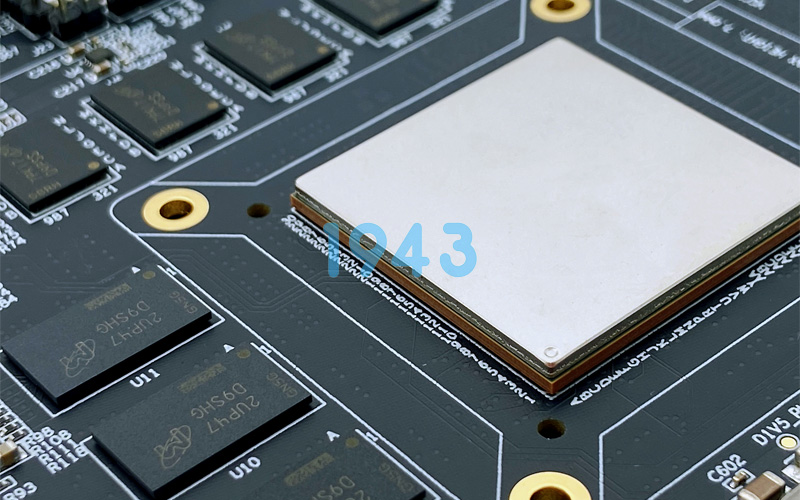
導熱膠需填充散熱片與PCB之間的微小間隙,形成低熱阻通道。若涂覆不均,可能導致局部過熱或空隙,引發元器件失效;若可靠性不足,則可能因熱應力、振動或長期高溫環境導致膠層脫落。尤其在SMT貼片完成后,PCBA加工中的高溫回流焊、波峰焊等工序可能對導熱膠性能提出額外要求。
二、保證均勻性的關鍵工藝控制
1. 材料選擇與適配性
- 導熱膠類型:根據散熱需求選擇單組份或雙組份膠水。單組份膠水操作簡便,但需嚴格控溫;雙組份膠水固化時間可調,但需精確配比。
- 粘度匹配:膠水粘度需與涂覆設備兼容。高粘度膠水易殘留氣泡,低粘度膠水可能流動失控,需通過實驗確定最佳范圍。
2. 涂覆設備與工藝參數優化
- 點膠閥精度:采用高精度螺桿閥或壓電閥,控制出膠量波動≤±2%。結合激光高度傳感器實時補償PCB翹曲,確保膠層厚度一致。
- 涂覆路徑規劃:通過CAM軟件模擬散熱片輪廓,設計“Z”字形或螺旋形路徑,避免斷膠或堆積。針對SMT貼片后的PCBA,需避開密集元器件區域,防止膠水滲入焊盤。
3. 環境與過程控制
- 溫濕度管理:膠水粘度受溫度影響顯著,需將車間溫度控制在23±2℃,濕度≤50%RH,避免膠水固化速度波動。
- 脫泡處理:真空脫泡機可去除膠水中的微小氣泡,減少涂覆后空洞率,提升導熱效率。
三、提升可靠性的工程措施
1. 界面預處理
- PCB清潔:SMT貼片后,PCBA表面可能殘留助焊劑或油污,需通過等離子清洗或酒精擦拭確保界面潔凈,增強膠水附著力。
- 散熱片表面處理:采用噴砂或化學蝕刻增加表面粗糙度,提升機械咬合力。
2. 固化工藝控制
- 階梯式升溫:針對PCBA加工中的熱敏感元件,采用分段固化曲線(如60℃→1小時,80℃→2小時),避免熱應力損傷。
- 固化壓力控制:在膠水半固化階段施加0.1-0.3MPa壓力,擠出多余膠水并減少空洞,但需避免壓傷SMT元器件。
3. 可靠性驗證
- 熱循環測試:模擬-40℃至125℃交變溫度,驗證膠層抗熱疲勞性能。
- 剪切強度測試:通過推拉力機測試膠層剝離強度,確保≥10MPa(行業標準)。
- X-RAY檢測:無損檢測膠層內部空洞率,要求≤5%。
四、工藝協同與PCBA加工整合
在PCBA加工流程中,導熱膠涂覆需與SMT貼片、波峰焊、三防漆涂覆等工序銜接。例如:
- SMT后涂膠:避免高溫回流焊破壞膠水性能。
- 波峰焊前固定:對穿孔元件,需在波峰焊前完成散熱片固定,防止焊錫飛濺污染膠層。
- 三防漆兼容性:選擇與導熱膠化學兼容的三防漆,避免界面分層。
結語
散熱片與PCB的導熱膠涂覆工藝需從材料、設備、環境、檢測四大維度系統優化,結合PCBA加工中的SMT貼片特性與熱管理需求,才能實現高均勻性與長期可靠性。隨著電子設備向小型化、高功率密度方向發展,精細化工藝控制將成為提升產品競爭力的關鍵。
因設備、物料、生產工藝等不同因素,內容僅供參考。了解更多smt貼片加工知識,歡迎訪問深圳PCBA加工廠家-1943科技。

 2024-04-26
2024-04-26